Impeccably round and smooth
Rolling minimizes rubbing. This, in a nutshell, describes the equally simple and ingenious basic principle of a ball bearing. Its standard design has consistently remained the same since time immemorial: an outer ring, an inner ring, and a cage that retains, with equal gaps between them, the balls that gave the bearing its name. That’s basically it. And that’s what even the first modern ball bearing looked like for which the British inventor Philip Vaughan was awarded a patent in 1794. His design featured the balls running in deep grooves and being sealed with a plug. It intended to support axles in carriages – and was still an exotically new technology at the time. Today, ball bearings have long become standard components used billion-fold around the globe. Most of them are found in automobiles, aircraft, wind turbines, and cranes. The smallest versions untiringly toil away in dental drills or computer hard discs. They even assist everyday items like vacuum cleaners, trolley cases, turntables, or food processors in achieving the right rotary motion. Experts assume that today more than 100,000 different ball bearing designs and versions exist. Plus, there are many more different types of bearings that don’t use balls. There are needle roller bearings, spherical roller bearings, cylindrical roller bearings, or plain bearings, linear bearings, and axial bearings. In a nutshell, without these largely invisible everyday heroes the world would simply grind to a halt.
The ball grinding mill marks a breakthrough
At the core of the bearings are the balls – also referred to as rolling elements in technical jargon. They determine how smoothly a bearing runs. Although Vaughan’s first ball bearing marked a technological leap from the previous plain bearings for axle applications the hand-crafted cast-iron balls used in his bearing were still a far cry from precision-manufactured products. They had to be painstakingly de-flashed by hand and then ground to assume a shape that was as round as possible. Also, compared to today’s ball bearings, Vaughan’s invention tended to rumble rather than truly run smoothly. That type of progress only came with the invention by a man named Friedrich Fischer. In 1883, after years of tinkering in his workshop, the locksmith and turner from Schweinfurt, Germany, managed to produce the first hardened cast-iron industrial-scale spheres that were exactly of the same size and perfectly round, using the “ball grinding mill” he had developed.

Schaeffler yesterday – a look at history
Fundamentals in the 19th century:
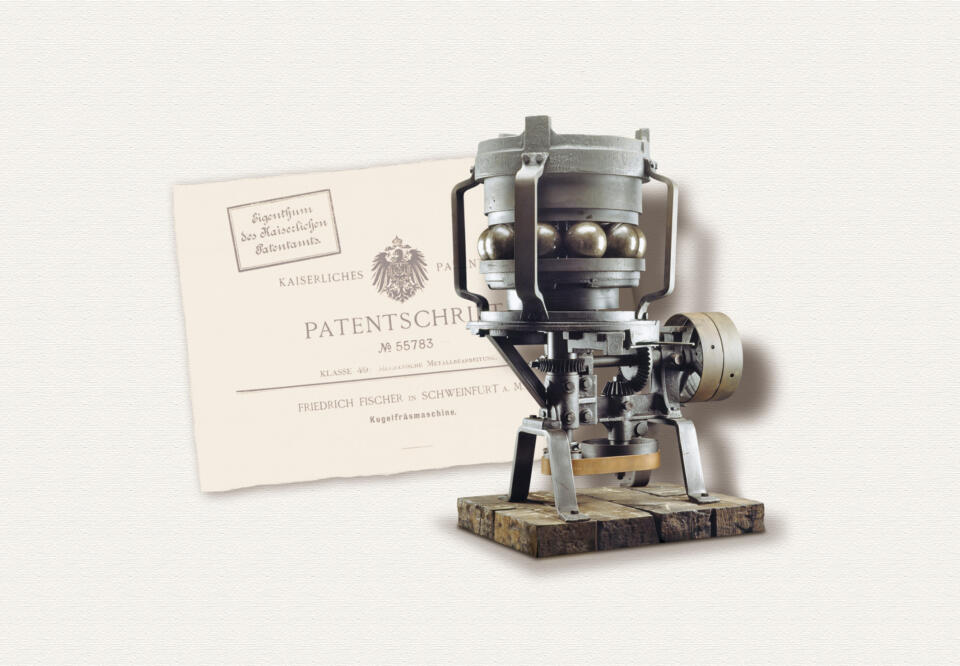
1883: Friedrich Fischer designs the first ball grinding mill.
1890: Friedrich Fischer is awarded Patent No. 55783 for his ball grinding mill by the Imperial Patent Office.
Precision in the 21th century
The main materials used in rolling elements of rolling bearings are steel and ceramics. Steel balls are primarily used in sizes between 1 and 100 millimeters (0.039 to 3.93 inches), while ceramic balls have sizes between 3 and 50 millimeters (0.11 to 1.96 inches). Applications are in the Aerospace, the Industrial, and the Automotive Engineering sectors.

Ball grindings in the past and today


By employing a grinding technique previously utilized for grinding marbles, Fischer in his operation achieved accuracies of down to 20 micrometers (0.00079 inches) – a previously unknown level of precision. For comparison: The hair of a Central European has a thickness of 70 to 80 micrometers (0.0028 to 0.0031 inches). The ball grinding mill patented in 1890 resulted in the worldwide breakthrough for ball bearings – with Fischer’s precision rolling elements they were running smoother than ever before because the closer the metal balls come to the ideal geometric form the lower the friction resistance they generate.
The balls of ball bearings produced by Schaeffler today even achieve accuracies in the single-digit micrometer range. For the human eye, such minimal differences in the surface quality of the spheres that gleam like silver are not discernible – not only due to the perfection of their surfaces but also because ball production takes place at such a rapid pace: today, rattling machines spew out massive amounts of metal balls at one-second intervals. In contrast to the days of ball-production pioneer Fischer, the use of cast iron technology has long ceased in manufacturing the ubiquitous rolling elements. Today, the bearing component, whether small or large, that is the most challenging one in terms of manufacturing technology is always produced in a seven-step process: wire cutting, cold heading, de-flashing, hardening, grinding, pre- and post-lapping.
Sensors on board

For a long time, rolling bearings were a classic example of components that were inherently analogous. This changed with the introduction of so-called sensor bearings. Those types of bearings provide several different measurements for machine and process monitoring – and as a connecting link between mechanical and electronic systems enable Industry 4.0 solutions. Readings obtained in this way of rotational speed, temperature, or force load make remote monitoring of component assemblies possible. As a result, impending defects can be detected due to noticeable changes in the signal curves before they lead to costly downtimes of an entire machine. In addition, continuous digital monitoring can reduce previously required maintenance intervals.
Where steel balls reach their limits

Steel balls in bearings for electric motors are prone to wear comparatively fast. Therefore, ceramic balls are used for such applications as well. They’re produced from ceramic powder that’s compressed into shape and fused in a smelting furnace. The material has insulating properties, so damage by electric current is excluded. Consequently, even without a lubricating film, ceramic balls enable a bearing to run slightly longer than steel balls without suffering damage. However, due to their more expensive production, ceramic balls cost about ten times more than their steel relatives, but offer longer maintenance intervals. Consequently, typical applications for ceramic balls are bearings in wind turbines, where they help cut the high costs of maintenance cranes.

21.26 meters (69.75 feet)
This is the distance across which the roundest of all Schaeffler spheres rolled. The high-tech product with a weight of exactly 500 grams (17.64 ounces) and a diameter of five centimeters (1.97 inches) set this record during a Japanese television show billed as “handwork vs. high tech.” In keeping with the show’s name, a Schaeffler team competed against a glass sphere crafted by an artisan factory in Yokohama. Although the Triondur-C-coated Schaeffler ball with a roundness of 160 nanometers (6.2992e-6 inches) was defeated by the glass ball from Japan, which achieved 30 meters (98 feet), it set a record. The defeat was by no means painful. It was to be expected: the form of the path and its lower weight gave the glass ball an advantage.

The perfect rolling element starts out as a steel wire. Wound on large rolls, the wire is placed on top of a ball press, fed into the machine, and cut off. Subsequently, two semi-spherical dies, pressing against each other with the force of about ten metric tons (11 short tons) give the wire sections the shape of a ball, resulting in a blank with a so-called Saturn ring and a pole. In the next step – de-flashing – these irregularities are removed and the ball becomes rounder. After that, the unfinished balls are hardened by heating them in a furnace and subsequently cooling them down again in oil. This arranges the atomic structure of the spheres in a way that makes them stronger. During grinding, pre- and post-lapping, the balls are machined using high-tech materials like ceramics or even diamond powder. For quality assurance, roundness and roughness are checked on randomly selected balls in special measuring rooms. This is followed by washing, a surface inspection – of every single ball – and finally by packaging.


